BP49 - VinaPaper
| Company name: VINAPAPER Company Limited | |
| Address: Tan Chi Industrial Cluster, Tan Chi Commune, Tien Du District, Bac Ninh Province | |
| Project Summary: Optimization of existing boiler operation for energy consumption reduction at VINAPAPER Company Limited | |
| Year of implementation: 2017 | |
|
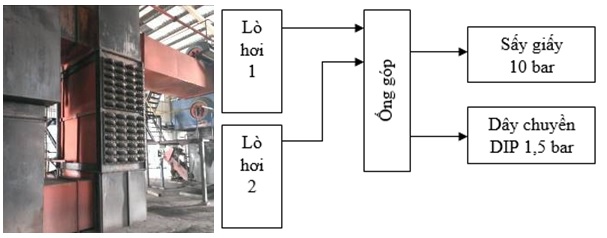
Status before implementation The company's steam system included two (2) chain grate boilers, each with a capacity of 15 tons of steam/hour. The boilers operated alternately for supplying steam to the production. Each boiler operated at a pressure of 11.5 bar. Since the installation, the Company has chosen a type of boiler equipped with a feedwater economizer to take advantage of exhausted flue gas heat and increase the boiler efficiency. Fuel for the boiler is 4B coal dust. The steam used for the drying drums in the drying process accounts for nearly 90% of the boiler steam output. In addition, the steam was also supplied to the DIP line for heating purposes and accounts for about 10% of the steam output.
Feedwater economizer and steam supply diagram According to the actual survey, the current state of the boiler is as follows: - The content of oxygen in exhaust fume is quite stable at a very high average rate of about 14.66%. - Exhaust flue gas temperature ranges from about 160oC to 210oC, making it difficult to take advantage of excessive heat in the exhaust flue gas. - Feedwater is of very poor quality and the boiler blowdown is irrational. |
Result The plant has implemented solutions to control oxygen content in the exhaust flue gas: - Check the waste slag to make sure that the combustion is completed. - Check the burning state in the combustion chamber through its feed opening. - Reduce the fan frequency to ensure that the combustion chamber pressure is not too negative or too positive. - Measure the carbon and oxygen contents of exhaust fume and adjust them continuously. Targeted exhaust flue gas oxygen content is about 8%. This adjustment has reduced the exhaust flue gas oxygen content from 14.66% to about 12%.
The production line requires steam pressure of 10 bar |
|
Status before implementation The company's steam system included two (2) chain grate boilers, each with a capacity of 15 tons of steam/hour. The boilers operated alternately for supplying steam to the production. Each boiler operated at a pressure of 11.5 bar. Since the installation, the Company has chosen a type of boiler equipped with a feedwater economizer to take advantage of exhausted flue gas heat and increase the boiler efficiency. Fuel for the boiler is 4B coal dust. The steam used for the drying drums in the drying process accounts for nearly 90% of the boiler steam output. In addition, the steam was also supplied to the DIP line for heating purposes and accounts for about 10% of the steam output.
Feedwater economizer and steam supply diagram According to the actual survey, the current state of the boiler is as follows: - The content of oxygen in exhaust fume is quite stable at a very high average rate of about 14.66%. - Exhaust flue gas temperature ranges from about 160oC to 210oC, making it difficult to take advantage of excessive heat in the exhaust flue gas. - Feedwater is of very poor quality and the boiler blowdown is irrational. |
|
|
Result The plant has implemented solutions to control oxygen content in the exhaust flue gas: - Check the waste slag to make sure that the combustion is completed. - Check the burning state in the combustion chamber through its feed opening. - Reduce the fan frequency to ensure that the combustion chamber pressure is not too negative or too positive. - Measure the carbon and oxygen contents of exhaust fume and adjust them continuously. Targeted exhaust flue gas oxygen content is about 8%. This adjustment has reduced the exhaust flue gas oxygen content from 14.66% to about 12%.
The production line requires steam pressure of 10 bar |
|
| Result of the project: The solution is cost-free but brings an annual energy saving of about 700 tons of coal, equivalent to VND 1,200 million. | |
| Total investment costs: | |
| Power saving: | |
| Cost savings: | |
| Payback time: | |