BP44 - Banh keo Trang An 2
| Company name: Trang An 2 Confectionery Joint Stock Company - Nghe An Province | |
| Address: No. 233 Sao Nam Street, Nghi Phu, Cua Lo Town, Nghe An Province | |
| Project Summary: Replacement of low-efficiency coal-fired boiler with high efficiency biomass-fired boiler | |
|
Status before implementation Trang An 2 Company was using one (01) chain grate coal-dust fired boiler with capacity of 7 tons of steam/hour and working pressure of 10 kG/cm2 and one (01) backup coal-fired boiler with a capacity of 3.5 tons of steam/hour and working pressure of 10 kG/cm2
Company’s products and pictures of chain-grate boilers Operating status of the chain grate boiler before implementation was as follows: - operating with very low efficiency (58% calculated by the direct method), requiring high fuel consumption and operating costs. - regular failure, especially the chain grate and slag remover which were usually failed due to operation under harsh environment, regularly unexpected downtime for repairing, thereby affecting the production efficiency. - Difficult to repair and replace of parts, time consuming. - Simple flue gas treatment system, the discharged dust often failed to satisfy Vietnam’s environmental standards. The oxygen concentration in the exhaust flue gas was too high (16.6% on average), indicating a very high excess of air coefficient, causing drastic heat loss through the exhaust flue gas. |
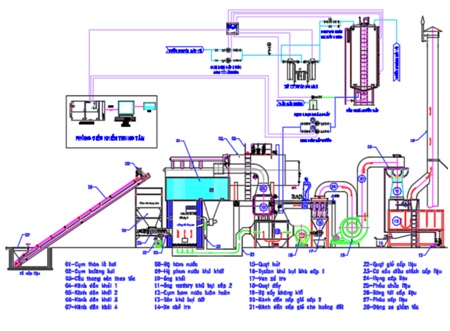
Result Trang An 2 Company then decided to replace the chain grate coal fired boiler with a fluidized bed biomass fired boiler. Overall diagram of the new boiler is as follows:
Outstanding advantages of biomass boiler technology: - Fully automatic or semi-automatic operation; boiler’s efficiency of higher than 85% - Operation cost reduced by 25 to 40% compared to that of a chain grate coal fired boiler - Thorough treatment of exhaust flue gas and dust concentration through the dry Cyclone dust filter system and wet dust suppression tower; The exhaust gas always meets Vietnamese standards - QCVN19: 2009/BTNMT |
|
Status before implementation Trang An 2 Company was using one (01) chain grate coal-dust fired boiler with capacity of 7 tons of steam/hour and working pressure of 10 kG/cm2 and one (01) backup coal-fired boiler with a capacity of 3.5 tons of steam/hour and working pressure of 10 kG/cm2
Company’s products and pictures of chain-grate boilers Operating status of the chain grate boiler before implementation was as follows: - operating with very low efficiency (58% calculated by the direct method), requiring high fuel consumption and operating costs. - regular failure, especially the chain grate and slag remover which were usually failed due to operation under harsh environment, regularly unexpected downtime for repairing, thereby affecting the production efficiency. - Difficult to repair and replace of parts, time consuming. - Simple flue gas treatment system, the discharged dust often failed to satisfy Vietnam’s environmental standards. The oxygen concentration in the exhaust flue gas was too high (16.6% on average), indicating a very high excess of air coefficient, causing drastic heat loss through the exhaust flue gas. |
|
|
Result Trang An 2 Company then decided to replace the chain grate coal fired boiler with a fluidized bed biomass fired boiler. Overall diagram of the new boiler is as follows:
Outstanding advantages of biomass boiler technology: - Fully automatic or semi-automatic operation; boiler’s efficiency of higher than 85% - Operation cost reduced by 25 to 40% compared to that of a chain grate coal fired boiler - Thorough treatment of exhaust flue gas and dust concentration through the dry Cyclone dust filter system and wet dust suppression tower; The exhaust gas always meets Vietnamese standards - QCVN19: 2009/BTNMT |
|
| Result of the project: 8,699 tons of CO2/year (100% of emission) | |
| Total investment costs: | VND 4,460 Million |
| Power saving: | |
| Cost savings: | VND 1,649 Million/Year |
| Payback time: | 2.7 years. |